Elektron ışını işlemede enerji kaynağı, iş parçasının yüzeyine çarpan ve ısı üreten yüksek hızlı elektronlardır. Elektronlar sıcak yüzeyden kaçar ve 50 ila 200 kV’luk bir voltaj onları hızlandırmaya yardımcı olur. Bu yüksek enerjili elektronlar genellikle 10ˆ4 kW / mm² civarında yüksek enerji yoğunluğuna sahiptir. İnce ve yüksek enerji akışı iş parçasına çarpar. Sonuç olarak, elektronların kinetik enerjisi ısı enerjisine dönüştürülür. Bu ısı enerjisi, herhangi bir malzemeyi eritmek ve hatta buharlaştırmak için fazlasıyla yeterlidir . Elektronlar, metallerin yalnızca birkaç atomik katmanına nüfuz edebilir ve metali 25 mm derinliğe kadar eritebilir. elektronSes hızının 3/4 hızında hareket eden ışın, işlenecek malzemeye odaklanır. Elektron ışınlarını odaklamak için elektro-statik veya elektro manyetik lensler kullanılır. Genel olarak, elektronların gereksiz yere saçılmasını önlemek için elektron ışını işleme yüksek vakumlu bir odada yapılır.
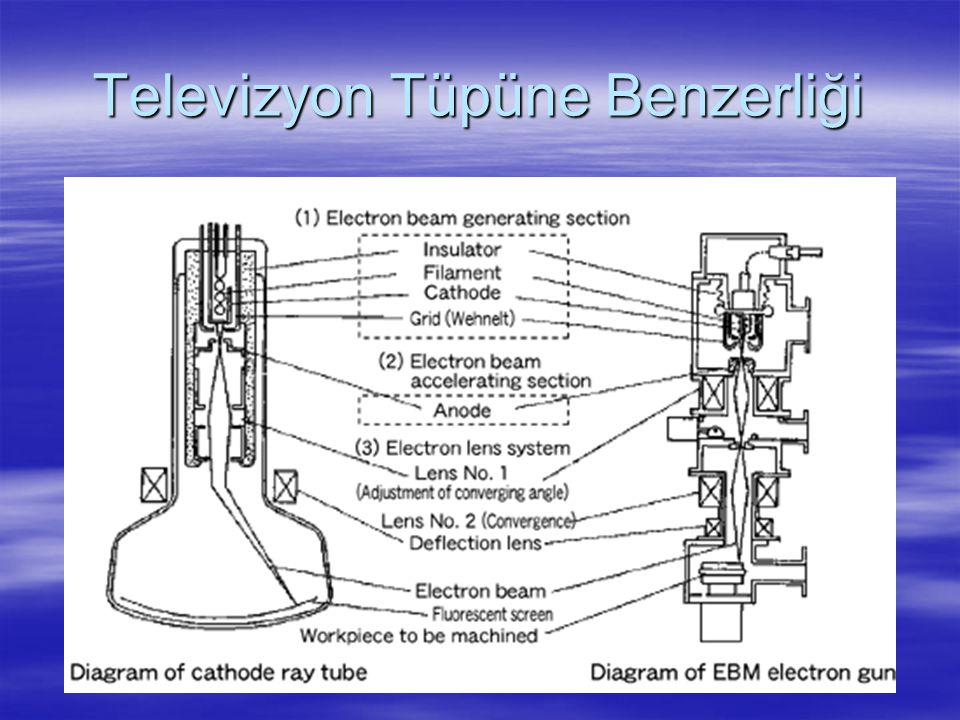
Elektron Işını İşleme (E-Beam) Kurulum Şeması
Şematik resimde arasında elektron -profil işleme süreci. LBM’den farklı olarak, bu işlem bir vakum gerektirir, bu nedenle iş parçası boyutu vakum odasının boyutuyla sınırlıdır.
İşleme sürecini gözlemlemek için mercek ve prizmadan oluşan bir optik görüntüleme sistemi de dahil edilmiştir. Işın çok hassas bir şekilde kontrol edilebilir ve 0,002 mm kadar küçük genişliğe odaklanabilir. İş parçasının üzerine çarpan elektronlar onu ısıtır ve sıcaklığını 5000 ° C’ye kadar yükseltir. Bundan dolayı malzeme yerel olarak erir ve buharlaşır.
Son gelişmeler, vakum odasının dışında işlemeyi mümkün kılmıştır. Bu düzenlemede gerekli vakum elektron tabancası içerisinde gazlar içeri girer girmez uzaklaştırılarak uygun şekilde tutulur . Tam vakum sistemi daha maliyetlidir , ancak kirletici gazların bulunmaması ve elektron tabancasının iş parçasından önemli bir mesafeye yerleştirilebilmesi avantajına sahiptir .
E-Beam’nin Avantajları
- Çok sert, ısıya dayanıklı malzemeler kolayca işlenebilir veya kaynak yapılabilir.
- İş parçasında fiziksel veya metalurjik hasar oluşmaz.
- Kesici takım aşınması olmadığından yakın boyut toleransı elde edilebilir.
- Elektron ışını ile kaynak kontaminasyon ve penetrasyon yakın kontrolü mümkündür.
- 0.002 mm çapa kadar küçük delikler olabilir.
Elektron Işını İşleme Yönteminin Dezavantajları
- Ekipmanın maliyeti yüksektir ve operasyonları yürütmek için yüksek beceriye sahip operatör gerekir.
- Güç tüketimi son derece yüksektir.
- Kenarların paralel olması gerekiyorsa derin çukurlar açmak için pek uygun değildir. Yani bu yöntemle mükemmel silindirik derin deliklere sahip olmak mümkün değildir.
- Özel bir dikkat gösterilmezse, açık deliğin tabanı koni şeklinde olacaktır.
- Çok daha az malzemenin kaldırılacağı işleme operasyonları için en uygun olanıdır. Malzeme çıkarma oranı, saniyede bir miligramın bir bölümü kadardır.
- Elektron ışın işlem yalnızca bir vakum içinde gerçekleştirilebilir.
E-Beam’nin Endüstriyel ve Elektrik üretimi alanlarında uygulamaları
- Saat endüstrisinde sentetik mücevherleri delmek için kullanılır .
- 0,002 mm çapa kadar küçük delikler sert sentetik safirlerde üretilebilir.
- Elektron ışını uygun yüksek reaktif ve refrakter metal küçük parçalar kaynak için de kullanılabilir.
- Süpersonik aero motorlar için uzay nükleer reaktörlerinde ve türbin kanatlarında ince gaz delikleri yapmak için kullanılır.
- Tel çekme kalıpları, akış delikleri bu işlemle üretilebilir.
- İnce bakır tel, transistörlere kaynak yapılabilir.
- Medikal ürün sterilizasyonu için kullanılır.
- Gıda pastorizasyonu yapılır